
- Nimellisjännite: AC220V50/60Hz
- Koneen nettopaino: 68kg 50kg
- Suurin teho: 1800W
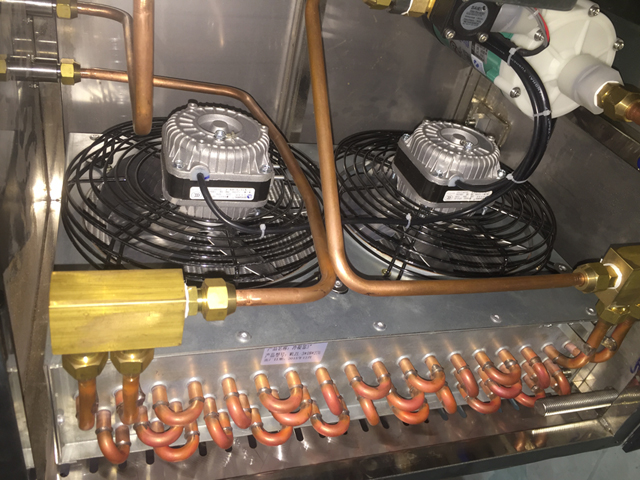
- Jäähdytysmenetelmä: Viileä ilma / vesi kaksoisjäähdytystapa
- Tiivisteen halkaisija: φ15-75mm 15MM-45MM 30MM-60MM
- Pullon korkeus: 20-180 mm
- Työtavat: jatka työskentelyä
- Sovellusalue: Suuri tuotantoalue
- Sulkemisnopeus: 0-200 pulloa/min
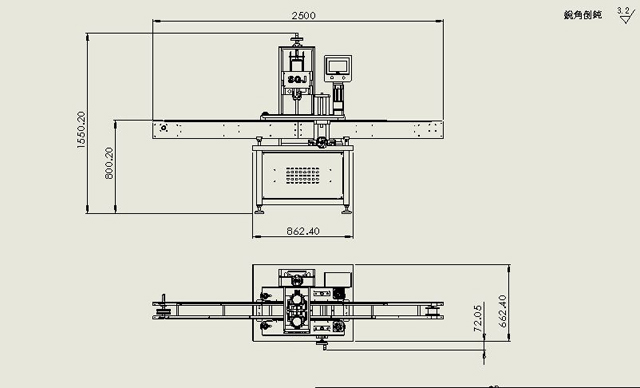
- Pakkauksen mitat: 1600 * 450 * 1500 mm
- Generaattorin koko: 1450*410*1300mm
Linja sisältää kaksi pääkonetta, kuten induktiotiivistyskone ja inline-sulkukone;
Koneet soveltuvat analyyttisten aineiden laboratoriossa käytettävien lääkepullojen korkkiin. Koko linja voidaan varustaa lisälaitteilla, kuten pullojen kääntöpöydällä tai eräkoodaustoiminnolla.
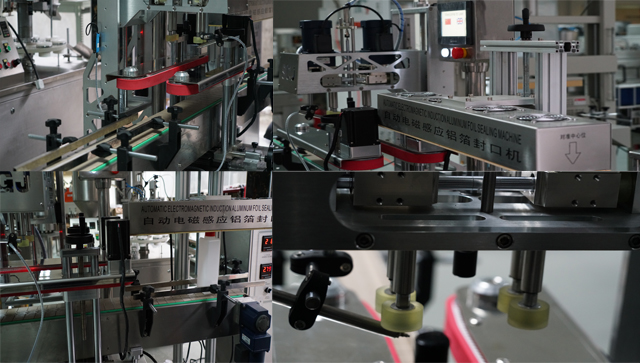
Kuten alla on koneiden perustiedot:

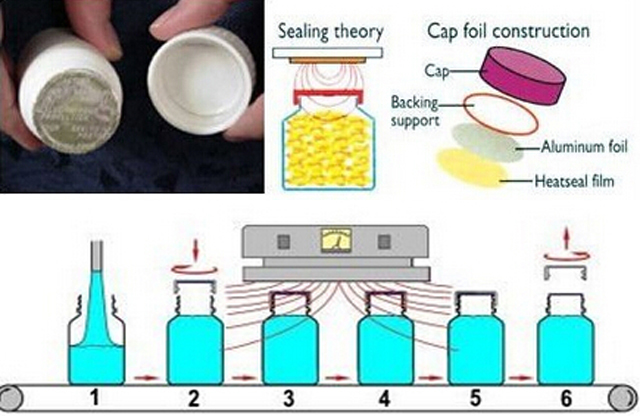
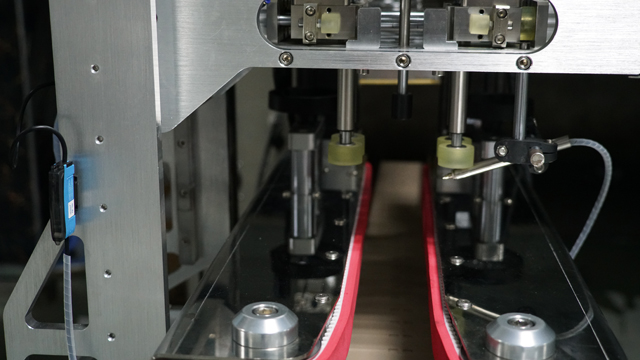
Induktiotiivistys, joka tunnetaan myös nimellä korkin sulkeminen, on kosketukseton menetelmä sisätiivisteen lämmittämiseksi muovi- ja lasisäiliöiden yläosan hermeettiseksi sulkemiseksi. Tämä sulkemisprosessi tapahtuu sen jälkeen, kun säiliö on täytetty ja suljettu.
Komposiittimateriaalien sähkömagneettisen induktion tiivistystekniikka on maailman nyt tunnustama edistynyt tiivistysmenetelmä, ja sen kosketuksettoman lämmityksen ominaisuus soveltuu muovipullojen (PP, PVC, PET, ABS, HDPE, PS ja DURACON) sulkemiseen. , lasipullo ja erilaiset komposiittimuoviletkut, joten tällä hetkellä se on edistynein tekniikka pullojen sulkemiseen sellaisille aloille kuin apteekki-, elintarvike-, rasva-, päivittäisen kemian, kotitalouskemian ja maatalouskemian teollisuudessa.
Toimintaperiaate ja miten se toimii
Suljin toimitetaan pullottajalle siten, että alumiinifoliopäällyste on valmiiksi asetettu. Vaikka valittavana on useita vuorauksia, tyypillinen induktiovuoraus on monikerroksinen. Päällyskerros on paperimassaa, joka on yleensä pisteliimattu korkkiin. Seuraava kerros on vahaa, jota käytetään alumiinifoliokerroksen kiinnittämiseen massaan. Pohjakerros on kalvoon laminoitu polymeerikalvo. Kun kansi tai suljin on kiinnitetty, säiliö kulkee induktiokäämin ali, joka lähettää värähtelevää sähkömagneettista kenttää. Kun säiliö kulkee induktiokäämin (tiivistyspään) alta, johtava alumiinifoliovuoraus alkaa lämmetä pyörrevirtojen vaikutuksesta. Lämpö sulattaa vahan, joka imeytyy massan taustaan ja vapauttaa kalvon korkista. Polymeerikalvo myös lämpenee ja virtaa säiliön reunalle. Jäähtyessään polymeeri muodostaa sidoksen säiliöön, jolloin tuloksena on hermeettisesti suljettu tuote. Säiliö tai sen sisältö eivät vaikuta negatiivisesti; Syntynyt lämpö ei vahingoita sisältöä.
Kalvo voi ylikuumentua ja vahingoittaa tiivistekerrosta ja mahdollisia suojaesteitä. Tämä voi johtaa viallisiin tiivisteisiin jopa viikkoja alkuperäisen tiivistysprosessin jälkeen, joten induktiotiivisteen oikea koko on elintärkeää määritettäessä tarkka järjestelmä, joka tarvitaan tietyn tuotteen käyttämiseen.
Tiivistys voidaan tehdä joko kädessä pidettävällä yksiköllä tai kuljetinjärjestelmällä.
Uudempi kehitys (joka sopii pienempään määrään käyttökohteita paremmin) mahdollistaa induktiotiivistyksen käytön kalvotiivisteen kiinnittämiseen säiliöön ilman sulkimen tarvetta. Tässä tapauksessa folio toimitetaan valmiiksi leikattuna tai kelalla. Jos se toimitetaan kelalla, se stanssataan ja siirretään säiliön kaulaan. Kun kalvo on paikallaan, tiivistepää painaa sitä alas, induktiojakso aktivoituu ja tiiviste kiinnitetään säiliöön. Tämä prosessi tunnetaan suorana sovelluksena.
Piirustus
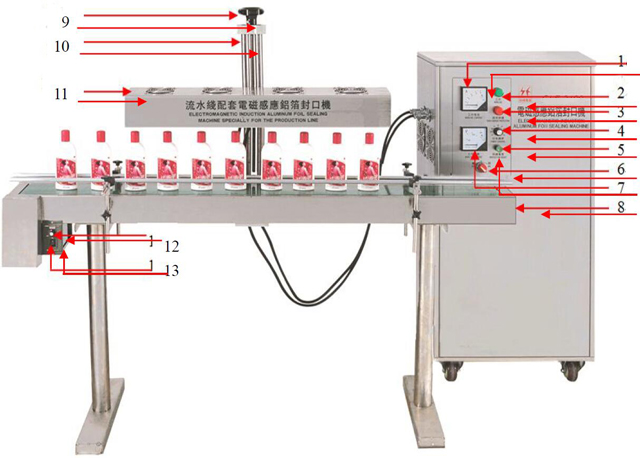
- Ampeerimittari: Näyttää nykyisen tilan koko koneen toiminnan aikana.
- Toimiva ilmaisin: Näyttää poikkeuksellisen toimintatilan
- Ylivirtailmaisin: näyttää epänormaalin toimintatilan.
- Tehonsäätö: tehonohjain.
- Suojauksen nollaus: Palauta normaali toimintatila.
- Virtakytkin: Ohjaa koko koneen tehoa.
- Volttimittari: Näyttää jännitteen tilan koko koneen käytön aikana.
- Kuljetin: pullojen kuljettaminen.
- Käsipyörä: säädöt eri pullojen korkeuden mukaan.
- Nostohyllyt: Sitä käytettiin kiinnittämään ja nostamaan tai laskemaan korkeutta ja tiivistyspään matalaa toimintaa.
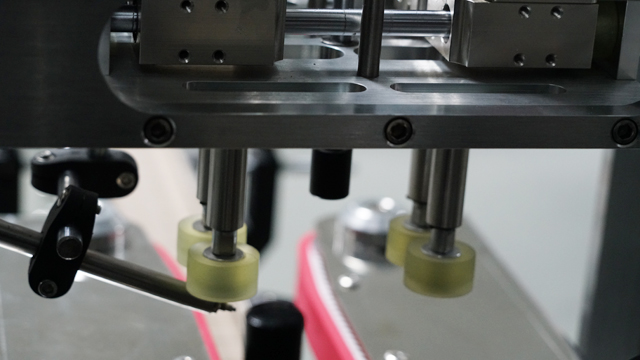
- Tiivistyspää: Lämmittää ja sulkee alumiinifolion pullon korkissa.
- Säätönopeus: kuljetinhihnan käyttöpainikkeen säätönopeus.
- Käynnistyskytkin: Kuljettimen ohjauskytkin.

- Nimellisjännite: AC220V50/60Hz
- Koneen nettopaino: 68kg 50kg
- Suurin teho: 1800W
- Jäähdytysmenetelmä: Viileä ilma / vesi kaksoisjäähdytystapa
- Tiivisteen halkaisija: φ15-75mm 15MM-45MM 30MM-60MM
- Pullon korkeus: 20-180 mm
- Työtavat: jatka työskentelyä
- Sovellusalue: Suuri tuotantoalue
- Sulkemisnopeus: 0-200 pulloa/min
- Pakkauksen mitat: 1600 * 450 * 1500 mm
- Generaattorin koko: 1450*410*1300mm
Käytä menetelmää induktiotiivistyskoneessa

- Pullon korkeuden säätö: Aseta pullo "tiivistepään" alle, säädä "käsipyörää", varmista, että "tiivistepään" pohjan ja pullon kannen pinnan välinen etäisyys on noin 1-3 mm, käännä "käynnistyskytkintä" "päälle" niin, että kuljetinhihna alkaa käydä ja anna pullojen mennä hihnan poikki tarkistaakseen, koskettavatko ne tiivistyspäätä. Pienin etäisyys ilman kovaa on paras.
- Säädä kuljetinhihnan nopeutta "nopeussäätimellä". Alumiinifoliotiivistys liittyy hihnan nopeuteen ja tehoon. Laita pullot hihnalle, kytke "virtakytkin" päälle ja tee tiivistystesti. Toiminta alkaa virallisesti, kun pullot on suljettu tiukasti.
- Odota pehmeää käynnistystä käynnistyshihnalla ja aloita tiivistys 30 sekuntia myöhemmin, kun ampeerimittarin jälkeen näkyy 3.2A.
- Sammuta "virtakytkin" ja "käynnistyskytkin" koneen sammutuksessa.
Inline-kattokone:
- Tuotantokapasiteetti: 40-60 Caps /min
- Kannen koko: 10-50/35-140mm
- Pullon halkaisija: 35-140 mm
- Pullon korkeus: 38-300 mm
- Koko (P × L × K): 1000 × 800 × 1200 mm
- Paino: 350kg
Piirustus upotetusta korkkikoneesta
| 1 | Pullot | 2 | Pullojen kiinnitys |
| 3 | Kahva asennon säätämistä varten | 4 | Kitkahihnapyörä |
| 5 | Iskun asentomoduuli | 6 | Korkit painavat sylinteriä |
| 7 | Kahva asentoa varten | 8 | Päällyksen säätömoduuli |
| 9 | Korkki sylinteri | 10 | Päällinen moottori |
| 11 | Ohjauslaatikko | 12 | Käsipyörä |
Rajauksen säätö A:sta Z:hen

Pullojen kiinnityksen säätö
1. Löysää kahva (3)
2. Aseta valmiiksi kiinnitetyt pullot (1)
3. Silmämuna, jos korkkien keskikohta osuu sylinterin (9) keskipisteeseen; kerran sattunut kiinnitä kahva (3)
Korkeuden säätö﹒
1. Löysää kahva (7)
2. Säädä kahvaa (12) niin, että kitkapyörän (4) pohjaetäisyys on 2 mm korkkien pohjaan, kiinnitä kahva (7)
Kitkarakojen säätö:
1. Sulje ilmalähde
2. Aseta kiinnityssuojukset kitkapyörien väliin (4)
3. Lähestele korkkeja siirtämällä kitkapyörää (4) säätääksesi iskumoduulin (5) ruuvia (molemman puolen tulee olla symmetrinen silmämittauksen mukaan). Oikean reunan tulee olla 2–3 mm kummallakin puolella;
Korkkisylinterin korkeuden säätö (korkkinäytteiden mukaan)
1. Löysää ruuvia (8), jotta kansisylinteri (9) työntyy ulos;
2. Jätä etäisyys 1–2 mm päätymutterista korkkien yläosaan
3. Kiristä ruuvi (8)
Korkkisylinterin nopeuden säätö
1. Liitä syöttövirta ja ilmalähde säätääksesi ilmanpaineen paineasetusta (vakio 0,74 mpa - 0,6 Mpa)
2. Säädä rajoitusaikaa ja rajausväliä (vakio 1 s - 1,5 s) valitse tilaksi Manuaalinen, osoita poljinkytkintä säätääksesi vasen-oikea kitkapyörän pneumaattista nopeutta, lopuksi sen pitäisi saada nopeus molemmilla nopeuksilla samalla tasolla ;
3. Säädä sulkusylinterin nopeutta.
Koneen testaus
1. Ota yksi tuote pois rajoituksen testausta varten; Korjaa korkki korkkivaikutuksen mukaan;
2. Säädä vääntömomentti vääntövoiman mukaan.
Pullojen näytteet korkin sulkemiseen

Saatat pitää
 Puoliautomaattinen tyhjiölasipurkkien korkkikone metallikorkkien sulkemiseen
Puoliautomaattinen tyhjiölasipurkkien korkkikone metallikorkkien sulkemiseen- Peltitölkkien koteloiden sulkemiskonekotelon sulkemislaitteet
- Puoliautomaattinen putken täyttökone ultraäänitiivistyslaitteilla
- Pienen annoksen hajusteiden farmaseuttinen nestemäinen kosmeettinen täyttökorkkikone
- Pystysuuntainen pyöreä punaviinin etiketöintikone, jossa on kääntöpöytäpullojen syöttölaite
- Farmaseuttisten esitäytettyjen ruiskujen täyttökorkkikone
- Pneumaattiset litteät neliönmuotoiset pyöreät pullot, rullaavat etikettikoneet kooderilla
- E-savukeöljyn pullotuksen täyttökorkki vaakasuora merkintäkone
- Automaattinen kutisteholkkien merkintälaitteisto höyrykutistetunnelilla
- Nopeat vaakasuuntaiset pyöreät pullot Injektiopullot Ruiskut Merkintälaitteet









