
- Malli: VK-TFS-005U
- Virtalähde: AC220V 50/60HZ yksivaiheinen
- Tehonkulutus: 2,6 kW
- Käyttöilman paine: 0,6 Mpa
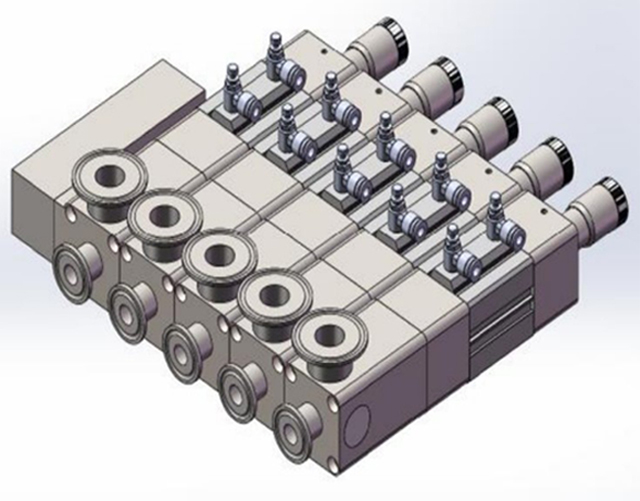
- Täyttöpumppu: 5 sarjaa keraamisia pumppuja
- Sopiva materiaali: Esanssin tai veden kaltaiset tuotteet
- Sopiva putkimateriaali: PE (täytyy saada ensin liuskaputkinäytteet konetestiä varten)
- Täyttöalue: 0,3-10 ml Täyttötarkkuus: ±0,5 %
- Max. Tiivisteen pituus: 140 mm Max. korkeus: 120mm
- Kapasiteetti: 15-20 putkiliuskaa/min
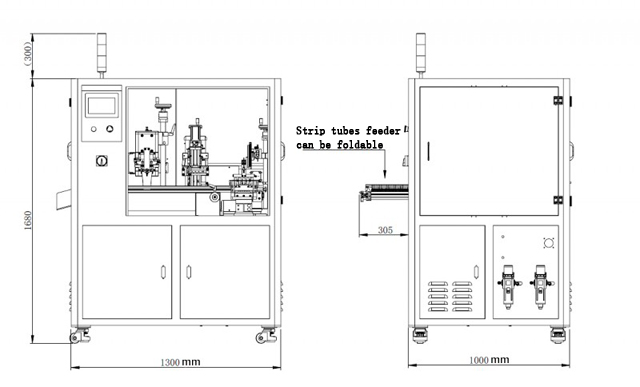
- Mitat: 1300*1300*1950mm
- Pakkauskoko: 1450 * 1350 * 1890 mm
- Kokonaispaino: 514 kg
- HS-koodi: 84223090
Muoviputkien sulkemiskoneita käytetään tuotantolinjalla erilaisten nestemäisten tai geelimäisten tuotteiden, kuten elintarvikkeiden ainesosien, kosmeettisten tuotteiden, liimojen ja farmaseuttisten voiteiden ja lääkkeiden, muoviputkien hermeettiseen sulkemiseen.
Muoviputket suljetaan useilla tavoilla riippuen putken materiaalista ja putken sisällä olevasta tuotteesta. Tiivistysmenetelmiä ovat kuumailmasaumaus, ultraäänitiivistys, impulssitiivistys ja kuumaleukatiivistysvaihtoehdot.
Esimerkiksi komposiittiputket valmistetaan ohuiden alumiini- ja muovimateriaalien yhdistelmästä, jotka on kerrostettu yhteen vahvan, joustavan putken muodostamiseksi. Tämän tyyppisiä putkia käytetään yleisesti hammastahnaputkina, jotka ovat luultavasti suosituimpia putkityyppejä, joita kuluttajat ostavat päivittäin kaupoista ja supermarketeista.
Perusparametrit

- Malli: VK-TFS-005U
- Virtalähde: AC220V 50/60HZ yksivaiheinen
- Teho: 2,6 kW
- Käyttöilman paine: 0,6 Mpa
- Täyttöpumppu: 5 sarjaa keraamisia pumppuja
- Sopiva materiaali: Esanssin tai veden kaltaiset tuotteet
- Sopiva putkimateriaali: PE (täytyy saada ensin liuskaputkinäytteet konetestiä varten)
- Täyttöalue: 0,3-10 ml
- Täyttötarkkuus: ±0,5 %
- Max. Tiivisteen pituus: 140 mm
- Max. korkeus: 120mm
- Kapasiteetti: 15-20 putkiliuskaa/min
- Mitat: 1300*1300*1950mm
- Pakkauskoko: 1450 * 1350 * 1890 mm
- Kokonaispaino: 514 kg
- HS-koodi: 84223090
- Koneen runko: 304# ruostumatonta terästä
Putken täyttö- ja tiivistystyöprosessi
Tyhjät putket kuljetetaan putkentäyttökoneeseen avoimina ja pidetään suppilossa automaattista syöttöä varten täyttökoneeseen. Joissakin tapauksissa avoimia putkia voidaan lisätä täyttökoneisiin käsin pienempiä ajoja ja testinäytteiden tuotantoa varten. Jotkut tuotantolinjat käyttävät nopeita robottikoneita putkien lataamiseen täyttökoneen kiekkoihin.
Kun putki on asetettu pystyasentoon avoin pää ylöspäin kiekkoon, putken avoimeen päähän lasketaan suutin puhaltaakseen putkeen ionisoitua ilmaa roskien poistamiseksi, joka poistetaan sitten tyhjiöllä.
Putki on sitten valmis täytettäväksi ja suutin laskeutuu putken avoimeen päähän ja annostelee tuotteen puhtaasti. Se pysyy suunnilleen tuotteen tasolla putkessa välttääkseen kosketuksen tuotteeseen ja pitääkseen putken tiivistysalueen. putki puhtaana ja ilman tuotteen roiskeita.
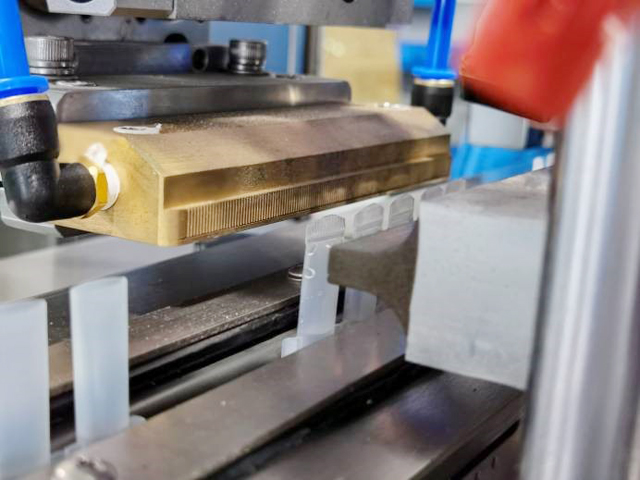
Kun putki on täytetty oikealla määrällä tuotetta, se siirretään muoviputkien sulkemiskoneeseen, jossa kuumaa ilmaa puhalletaan varovasti putken avoimen pään ympäri muovin pehmentämiseksi.
Sitten putki tiivistetään, missä tiivisteleuat puristavat putken lämpimät muoviseinät yhteen. Koska putken pää on lämmitetty kuumalla ilmalla, seinät hitsautuvat yhteen pitäen molemmat puolet yhdessä ja tiivistäen putken kiinni.
Kuumasaumausleuat voidaan usein varustaa vaihdettavilla merkkileimoilla, joilla voidaan painaa eräkoodi, luontipäivämäärä tai viimeinen käyttöpäivä/viimeinen käyttöpäivä puristettuun muovitiivisteeseen.
Sitten putkea leikataan, jolloin ylimääräinen muovi leikataan pois tiivisteestä, jotta putkelle jää puhdas esteettinen ulkoasu ja viimeistely. Valmiit putket voidaan sitten tarkastaa ennen kuin ne pakataan muihin pakkauksiin, kuten laatikoihin tai merkkipakkauksiin.
Pääosat:

Kosketuspaneeli: WEINVIEW, Kiina Taiwan
Valosähköinen kytkin: Omron, Japani
Kone PLC: Mitsubishi Japan
Keraamiset pumput kosketusnäyttö ja PLC: Coolmay China
Servomoottori ja kuljettaja: Lichuan China
Askelmoottori ja ohjain: Leadshine China
Sylinteri ja solenoidiventtiili: AirTac TaiWan
Ominaisuudet



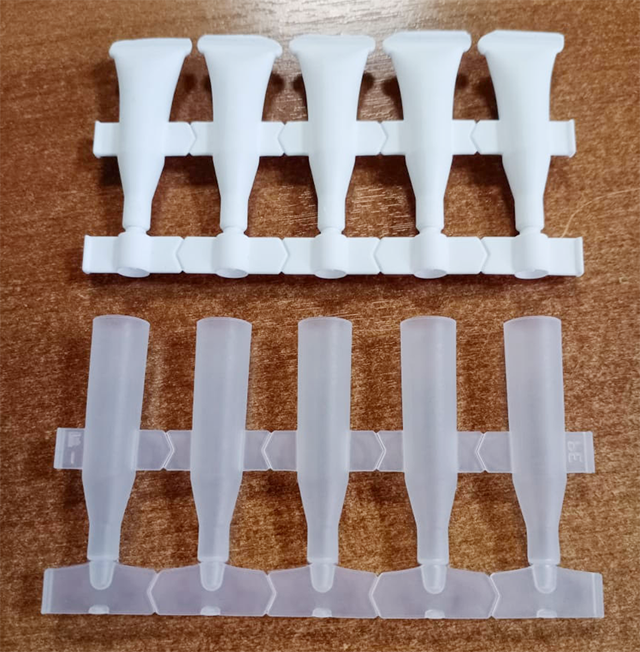
- Kone on erityisesti suunniteltu 5 in 1 -putkille, soveltuu 5 in 1 -putkien massatuotantoon.
- Manuaalinen letkun syöttö, automaattinen täyttö, tiivistys, päiden leikkaus.
- Hyväksyy ultraäänitiivistysteknologian, ei tarvitse lämpenemisaikaa, vakaampi ja siistimpi tiivistys, ei vääristymiä ja alhainen hylkäysaste alle 1%.
- Riippumaton tutkimus- ja kehitystyö digitaaliselle ultraääniautomaattiselle sähköiselle ohjauslaatikolle, ei tarvitse säätää taajuutta manuaalisesti, automaattisella tehonkompensointitoiminnolla välttäen tehon vähenemisen pitkän käytön jälkeen. Voi vapaasti säätää tehoa putken materiaalin ja koon perusteella, vakaa ja minimaalinen vikasuhde, pidentää käyttöikää kuin normaali sähkölaatikko.
- PLC kosketusnäytön ohjausjärjestelmällä, joka tarjoaa ystävällisen käyttökokemuksen.
- Valmistettu 304 ruostumattomasta teräksestä, hapon ja alkalin kestävyys, korroosionkestävyys.
- Vakiona varustettu peristalttisella pumpun täyttöjärjestelmällä, korkealla tarkkuudella ja sopii nesteen täyttöön.
- Ei putkea, ei täyttöä, ei putkea, ei tiivistetoimintoa, mikä vähentää koneen ja muotin häviämistä.
- Nokka-indeksointijärjestelmä voisi sijoittaa tarkasti kuudelle työasemalle.
Näytteitä


Kuinka ultraäänihitsaus (tiivistys) toimii?
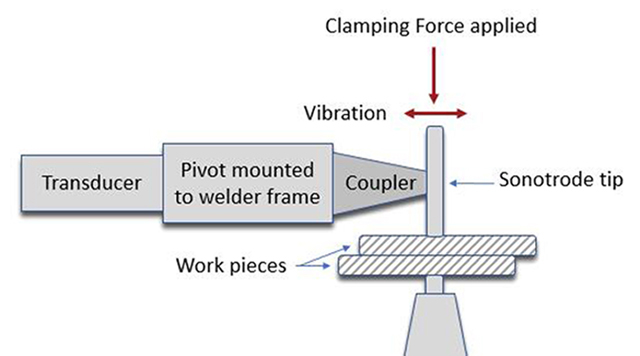
Ultraäänihitsaus on prosessi, jolla kaksi muoviosaa liitetään yhteen vahvaksi, valmiiksi kokoonpanoksi. Prosessi perustuu korkeataajuiseen (ultraääni) värähtelyyn, joka syntyy ja kohdistetaan osiin torven kautta. Hitsaus tapahtuu, kun värähtelyt vaimentuvat kahden osan välisessä rajapinnassa, aiheuttaen kitkaa ja aiheuttaen muovin sulamisen. Ultraäänivärähtelyt synnyttävät useat komponentit, mukaan lukien virtalähde, muuntaja, vahvistin ja äänitorvi, jotka lopulta välittävät mekaanisen tärinän osiin.
Virtalähteen tehtävänä on muuntaa tuleva linjajännite (50 tai 60 Hz) uudelle taajuudelle. Tämä sähköenergia lähetetään sitten muuntimelle, joka nimensä mukaisesti muuntaa sähköenergian mekaanisiksi värähtelyiksi. Muuntaja koostuu pietsosähköisistä keraamisista kiekoista, jotka laajenevat ja supistuvat syötetyn sähköenergian nopeudella. Värähtelyn suuruutta kutsutaan amplitudiksi, termistä, josta tulee erittäin tärkeä määritettäessä ultraäänijärjestelmää tiettyyn sovellukseen. Värähtelyt välittyvät sitten vahvistimen kautta, joka tyypillisesti lisää amplitudia ennalta määrätyllä kerrannaisuudella, joka tunnetaan myös vahvistuksena. Lopuksi tehostimen lähtöamplitudi välittyy äänitorven kautta, josta se voidaan sitten toimittaa muoviosiin. Muuntimen, tehostimen ja äänitorven yhdistelmää kutsutaan yleisesti ultraäänipinoksi.
Värinän välittämiseksi osiin pino asetetaan toimilaitteeseen, mekaaniseen järjestelmään, joka käyttää ultraäänihitsauksen seuraavaa kriittistä elementtiä: voimaa. Toimilaite voi koostua pneumaattisesta sylinteristä tai muusta käyttövälineestä pinon ohjaamiseksi alas osaan. Toimilaitteet sisältävät usein muita antureita ja laitteita, kuten lineaariantureita tai punnituskennoja, jotka antavat palautetta hitsauksen aikana. Toimilaite ajaa äänitorven alas osaan ja käyttää voimaa, kunnes laukaisuvoima saavutetaan; tässä vaiheessa käytetään ultraääntä. Tämän jälkeen värähtelyt välitetään osiin, joissa ne kohdistuvat kolmiomaiseen materiaalipalkaan – joka tunnetaan nimellä "energian ohjaaja" - jota voidaan pitää uhrautuvana sulatemateriaalina hitsausliitoksessa. Kun materiaali sulaa, ultraäänivärähtelyt loppuvat ja toimilaite jatkaa painetta, kunnes muovi jähmettyy ja muodostuu vahva sidos. Koko hitsausprosessi alusta loppuun suoritetaan tyypillisesti yhdestä kahteen sekunnissa.
Kuten mainittiin, yksi ultraäänihitsauksen tärkeimmistä elementeistä on pinon tarjoama amplitudi (värähtely). Syynä tähän on se, että tietyt muovit vaativat enemmän amplitudia hitsaamiseen kuin toiset. Amorfiset polymeerit (ABS, polykarbonaatti, polystyreeni) vaativat yleensä alhaisen amplitudin, kun taas puolikiteiset (nailon, polypropeeni) vaativat huomattavasti enemmän amplitudia hitsaamiseen.
Kokenut sovellusinsinööri voi aina työskennellä määrittääkseen oikean taajuuden ja työkaluvalikoiman tietylle kokoonpanolle ja materiaalityypille.
Ultraäänihitsaus on laajalti hyväksytty kokoonpanomenetelmä muoviteollisuudessa useisiin komponenttien kokoonpanosovelluksiin kaikilla tärkeimmillä markkinoilla: lääketiede, B&CE, autoteollisuus, kodinkoneet, kuitukankaat, pakkaukset ja monet muut. Ultraäänihitsauksen etuja ovat lyhyt sykliaika, lujat sidokset ja kulutusosien (eli liimojen) eliminointi. Kun harkitaan, onko ultraäänihitsaus oikea käyttökohde, on parasta neuvotella kokeneen sovellusinsinöörin kanssa sopivan kokoonpanomenetelmän määrittämiseksi.

Saatat pitää
 Puoliautomaattiset kosmeettiset putket Ultraäänitäytön sulkemiskone
Puoliautomaattiset kosmeettiset putket Ultraäänitäytön sulkemiskone- Automaattinen L-tyypin PE-kalvotiivisteen kutistuva tunnelikäärintäkone
- Automaattinen muovipullojen yksipäinen ruuvikorkkikone
- Automaattinen pyörivä yksipäinen alumiinikorkki Ropp-ruuvikorkkikone
- Automaattinen Cream Lotion -putkien täyttötiivistyskone vesijäähdyttimellä
- Pöytäkoneen tyhjiökorkkikone, puoliautomaattinen lasipulloille
- Puoliautomaattinen märkä kylmäliima paperitarrat pullot tölkit etiketöintikone
- Automaattinen pyörivä kosmeettinen kermapurkki, joka täyttää tiivistysruuvin korkkilinjan
- Pyörivä muovinen mehupullon korkkilaite Kannen hissin syöttölaitteella
- Pienen annoksen hajusteiden farmaseuttinen nestemäinen kosmeettinen täyttökorkkikone









